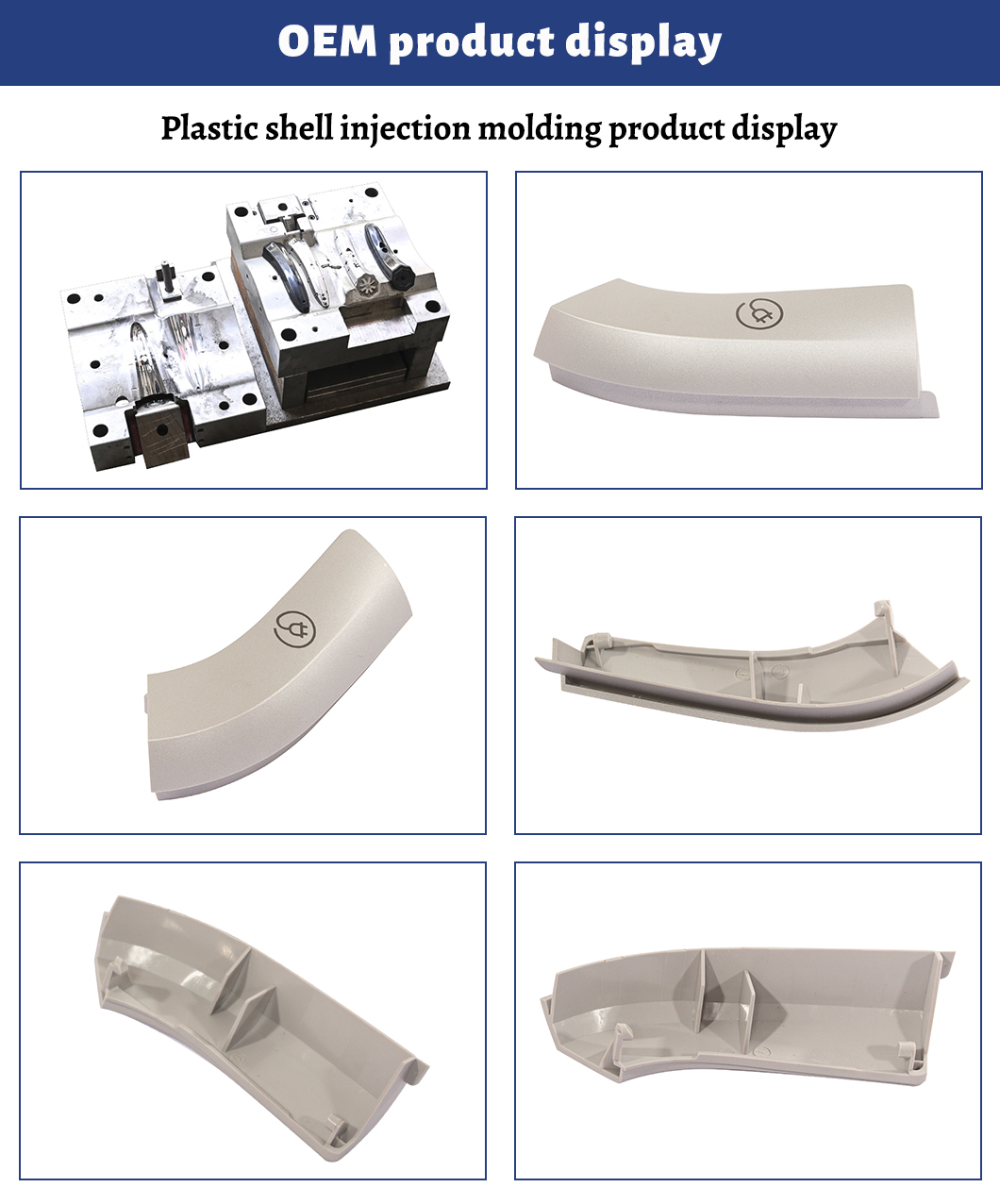
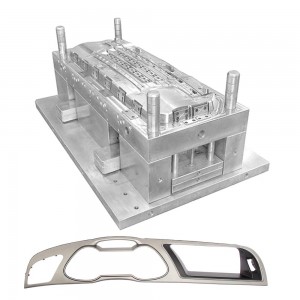
ავტო ნაწილების საინექციო ფორმა






აღწერა
1. ჩამოსხმის სისტემა
ეს ეხება ნაკადის არხის ნაწილს, სანამ პლასტმასი შევა ღრუში საქშენიდან, მათ შორის ძირითადი ნაკადის არხი, ცივი საკვების ხვრელი, გადამყვანი და კარიბჭე, სხვათა შორის.
2. ჩამოსხმის ნაწილების სისტემა:
ეს ეხება სხვადასხვა ნაწილების ერთობლიობას, რომლებიც ქმნიან პროდუქტის ფორმას, მათ შორის მოძრავი კვარცხლბეკი, ფიქსირებული საყრდენი და ღრუ (ჩაზნექილი საყრდენი), ბირთვი (პუნჩის საყრდენი), ჩამოსხმის ღერო და ა.შ. წარმოიქმნება ბირთვის შიდა ზედაპირი და იქმნება ღრუს გარე ზედაპირის ფორმა (ჩაზნექილი კვერი).მას შემდეგ, რაც საძირე დაიხურება, ბირთვი და ღრუ ქმნიან კვარცხლბეკის ღრუს.ზოგჯერ, პროცესისა და წარმოების მოთხოვნების შესაბამისად, ბირთვი და საყრდენი მზადდება სამუშაო ბლოკების კომბინაციით, ხშირად ერთი ნაწილისგან და მხოლოდ ჩანართის ადვილად დაზიანებულ და რთულად სამუშაო ნაწილებში.
3, ტემპერატურის კონტროლის სისტემა.
იმისათვის, რომ დააკმაყოფილოს ინექციის პროცესის ტემპერატურულ მოთხოვნებს, აუცილებელია არსებობდეს ტემპერატურის კონტროლის სისტემა, რომელიც არეგულირებს საფენის ტემპერატურას.თერმოპლასტიკური საინექციო ყალიბისთვის, გაგრილების სისტემის ძირითადი დიზაინი ყალიბის გასაგრილებლად (ასევე შეიძლება ყალიბის გაცხელება).ფორმების გაგრილების გავრცელებული მეთოდია ყალიბში გამაგრილებელი წყლის არხის დაყენება და ცირკულირებადი გამაგრილებელი წყლის გამოყენება ყალიბიდან სითბოს მოსაშორებლად.ყალიბის გაცხელების გარდა, გამაგრილებელი წყალი შეიძლება გამოვიყენოთ ცხელი წყლის ან ცხელი ზეთის გადასასვლელად, ხოლო ელექტრო გამათბობელი ელემენტები შეიძლება დამონტაჟდეს ფორმაში და მის გარშემო.